Обработка и окраска поверхностей в области автомобильной промышленности
С 1908 по 1945 гг :
НАЧАЛО
История :
FORD 1908г. : ростпроизводствавокрасочномцехе,
1930 г.: разработкановыхпокрытий
с1945 г. понастоящеевремя: переходотремесленногопроизводствактрадиционнымтехнологиям.
В1908 г. ГенриФордрешилсобиратьавтомобилинаконвейередлятого, чтобыулучшить положение дел в компании. До этого момента для окраски использовалась масляная краска, нанесенная кистью. Из-за медленного высыхания, такая краска не была совместима с серийным производством. Нужно было найти продукт, который бы сох быстрее. Генри Форд вспомнил, что производители самолетов использовали целлюлозный лак для придания жесткости и водонепроницаемости поверхности самолета.Это был раствор нитроцеллюлозы в бутилацетате. В качестве пигмента добавили ламповую сажу, а в качестве пластификатора касторовое масло, и это была первая промышленная окраска кузова.
Краска сохла слишком быстро, поэтому маляры не могли использовать кисть. Ее заменили пневматическим распылителем, применявшимся в медицине в области оториноларингологии.На результат влияла вязкость: и тогда родилась идея определения времени, необходимого для наполнения краской ведра через калибровочное отверстие. Так появилась «чашка Форда».
Нужен был новый продукт и новый способ нанесения краски, который привел бы к изменениям на предварительном этапе производства. «Я сконструирую автомобиль для большего числа людей», – сказал Генри Форд в октябре 1908 г.
ЭтафразаГенриФордабылапроизнесенанезадолгодопроизводстваFord T илиTin Lizzie – «ЖестянкиЛиззи». Данный автомобиль, представленный 1 октября 1908 года, был очень прост в управлении и дешев в обслуживании. Более того,в 1908 году Ford T стоил так мало, что в 20-х годах большинство американских водителей обучались вождению именно на нем. Ford T имел беспрецедентный успех в истории автомобиля. После Первой мировой войны автомобилем Ford T владела каждая вторая американская семья, имеющая в своем распоряжении машину. Генри Форд обязан этим успехом фордизму, системе, вдохновленной тейлоризмом, основанном на рациональном использовании и стандартизации.Рационализацияилиразделениедеятельностирабочегонаэлементарныезадачи, позволяющаяемуработатьнаспециальномоборудовании, привелакупрощениюистандартизациитруда, атакжекпоследующемуувеличениюпроизводительности. Метод стандартизации, уже используемый в военной промышленности, был взят за основу некоторымиинженерамиFord Motor Company. Данный метод позволяет «использовать стандартные идеально взаимозаменяемыедеталипри конструировании и обслуживании автомобиля».Стандартизация на заводах Ford была настолько доведена до крайности, что на них выпускался только автомобиль Ford T и лишь в черном цвете, т. к. черная краска сохла быстрее других, а также, вероятно, была дешевой. Этот метод не только позволил нарастить темпы производства, но и расширить географию выпуска Ford T, поскольку стандартные запчасти было легко ремонтировать.
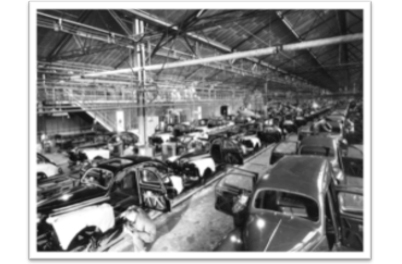
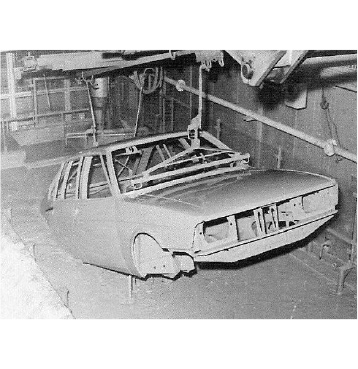
СборочныйконвейерFord T в1913 г. Подвеснаярамабылаустановленанатранспортномсредствеиобеспечиваласборкунадрабочейстанцией. Когда в 1913 году компания Ford представила движение деталей на конвейерах, время сборки шасси Ford T сократилосьс 728 до 93 минут. «Рабочий, который устанавливает деталь, не фиксирует ее. Рабочий, который устанавливает болт, не вставляет гайку. Рабочий, который вставляет гайку, не прикручивает ее». Идея о сборочной линии пришла к нему, согласно его мемуарам, во время посещения бойни в Чикаго, когда он был подростком. И хотя эту идею часто приписывают Генри Форду, источники указывают, что концепция и ее развитие на самом деле принадлежат его четырем рабочим: Кларенсу Эйвери, Питеру Эдманду Мартину, Чарльза Эмилю Соренсену и Чайлду Гарольду Уиллсу. Данные изменения в способе производства, которые упрочились в большинстве отраслей в начале ХХ века, позволили значительно снизить себестоимость.АвтомобильFord T стоил 825 долларов на момент старта продаж, что равнялось шестимесячной зарплате учителя, но такая стоимость была значительно ниже средней цены автомобиля, которая тогда доходила до 2 тыс. долларов. Цена продолжала снижаться по мере увеличения производства: с 690 долларов в 1911 г., до 490 долларов в 1914 г., 360 долларов в 1916 г. и, наконец, 290 долларов в 1927 г. Продажи Ford T также увеличились в десять раз: с 250 тыс. автомобилей в 1914 г., до 472 тыс. в 1916 г., а затем в начале 20-х годов – до одного миллиона.
Ещеоднойпричинойтакогоуспехасталареклама. Форд создает массовую кампанию по продвижению в Детройте: все газеты рекламируют его автомобили, а автодилеры расположены практически в каждом городе Северной Америки. Продажи стремительно росли. Наконец, к 27 мая 1927 года, окончанию производства Ford, за 19 лет было продано 15 007 034 автомобилей. Этот рекорд сохранялся в последующие 45 лет.
1930 г.: появление новых красок «Рычаг инноваций»
- Алкидные смолы,
- Акриловые смолы,
- Полиуретаны,
- Полиамиды.
Развитие конвейерной системы и автоматизации стало возможным благодаря использованию синтетической смолы высокого качества и отказа от использования натуральных продуктов.
Это обеспечило безопасность хранения и сохранение постоянных свойств краски (вязкость, проводимость и т.д.)
Данныйфактхорошоиллюстрируетто, какразвиваласьпромышленнаяпокраска. Вначале появляется новая потребность. Для того, чтобы удовлетворить ее, создается новый продукт или разрабатывается новый способ нанесения краски. Иногда эти два новшества необходимы и имеют место быть на предварительном этапе производства, а именно на этапах подготовки поверхности и сушки. В качестве примера рассмотрим, как развивалась сфера окраски в автомобильной промышленности. В 30-х годах нужно было наносить от 10 до 12 слоев целлюлозной краски для того, чтобы достичь достаточной толщины (около 100 мм), способной защитить кузов от неблагоприятных погодных условий. Но увеличение затрат на рабочую силу в результате увеличения заработной платы могло быть компенсировано только уменьшением количества слоев. Именно разработка алкидных смол позволила составить «смешанные» или «нитросинтетические» краски (целлюлоза + алкид) и уменьшить количество слоев до трех. До конца 40-х годов ХХ века большинство кузовов были черными, но появление на рынке диоксида титана (не порошковый белый пигмент), наконец, позволило окрашивать автомобили в белый цвет и пастельные оттенки. В то же время желание предложить более эффективную окраску, требующую меньшего ухода (полировки), привело производителей к разработке краски на основе вязкого алкидного аминопласта, а затем акрила, стойкость к выцветанию которого была лучше. Так, с одной стороны разделяли промышленную краску, высушенную в камере, и с другой стороны, ремонтные краски, используемые изготовителем кузова, которые сушились при температуре не выше 80 ° C.

с 1945 г. по настоящее время:
Объединениедисциплинивнедрениефундаментальныхнаук.
Химия :
Эпоксиднаясмола, Силиконы, Акварель, УФ
Окраска :
-
1947 г.: электростатические технологии S.A.M.E.S.
-
1960 г.: Оборудование для безвоздушного распыления,
-
1975 г.: Новая технология окраски Airmix (Kremlin)
Режимсушки :
-
Инфракрасная и ультрафиолетовая сушка
-
Пример для иллюстрации применения исследований на генераторах статического электричества
Впериодмежду40-мии60-мигодамиХХвекавоФранцииНоэльФеличи, коллегаЛуиНееля вЛабораторииэлектростатикиИсследовательскогоцентраCNRS, занималсясистематическим исследованием электростатических генераторовс целью получитьот нихмаксимальную энергетическую отдачу. Это исследование привело к созданию нового электростатического генератора типа Ван де Граафа, в котором подвижный элемент представляет собой полый цилиндр, а сжатый газ изолирует чистый водород. Этот генератор отличается от обычного генератора Ван де Граафа тем, что вместо ленты в нем применен цилиндр из диэлектрика с тонкими стенками (несколько миллиметров), вращающимися с высокой скоростью (до 80 метров в секунду) вокруг цилиндрического статора, оставляя очень маленький зазор (доли миллиметра). Генератор играет роль распределителя потенциала (эквипотенциальных колец) в группы электростатических генераторов. Нагрузка и разгрузка цилиндра обеспечиваются тонкими стальными лопастями, расположенными снаружи цилиндра, параллельно его оси, и на которые воздействуют металлические индукторы, расположенные внутри статора. Когда он многополюсный (2, 4, 6, 16 полюсов), он может давать относительно интенсивные токи. Водород под давлением облегчает переключение, уменьшает трение и улучшает охлаждение.
Этотэлектростатическийгенераторимеллучшиехарактеристики. Компактные промышленные электростатические генераторы, продаваемые до 70-х годов ХХ века компаниейSAMESв Гренобле, могли использоваться для электрических испытаний, электростатических проекций, ускорителей частиц (ионов или электронов), ионных имплантатов, рентгеновских лучей. Генератор такого типа (серии KR300.10, 300 кВ и 10 мкА) представлен во Дворце открытий в Париже. Данный тип генератора сегодня заменяется множителями напряжения типа Greinacher(Tandetron, Singletronмарки HVEEили Dynamitron), в котором электростатика заменяется последовательностью конденсаторов и диодов.
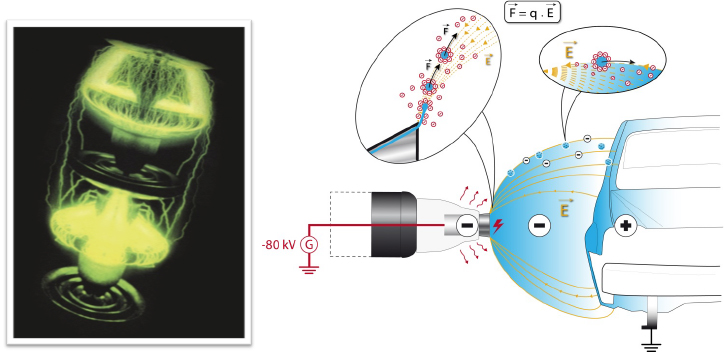
Благодаря Гаю Николасу, в 1958 году началась тенденция на электростатическое распыление жидких красок, а в 1961 году на электростатическое порошковое напыление.
Переход от ремесленного производства к традиционным технологиям.
Катафорез и защита от коррозии наших автомобилей.
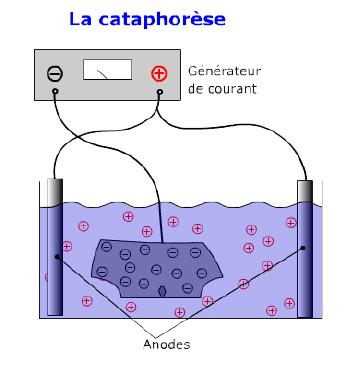
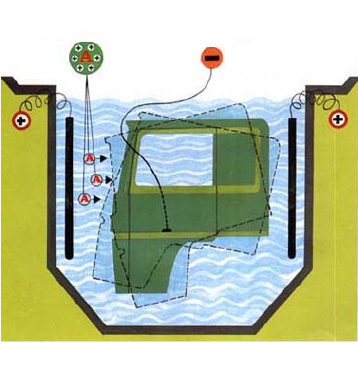
Катафорез или катионное электроосаждение, является методом электрофорезного осаждения промышленной краски, используемой, в частности, в автомобильной промышленности. Катафорез представляет собой технику окраски, которая включает в себя погружение детали в ванну с водорастворимой краской, обеспечивая контакт детали с катодом (отсюда название катафорез) и перемещая частицы краски в ванну с помощью электрического тока определенного напряжения от анода к катоду. Частицы краски затем наносятся равномерно и практически по всей поверхности погруженной детали. Деталь или краска находятся в движении во время манипуляции, которая длится всего несколько минут. Извлечение детали может быть выполнено с помощью кулонометра или хронометра (извлечение прекращается по окончании заданного времени). Затем краску сливают и полимеризуют в печи (около 180 ° C).
В80-хгодахХХвекаавтопроизводителистолкнулисьспреждевременнымокончаниемсрокаэксплуатацииавтомобилей. Коррозия на автомобиле проникала в шасси, вызывая поломку автомобиля. Но европейский рынок требовал долговечный автомобиль.
Десять лет спустя совершается новая революция! Чтобы исключить риск возникновения пожара при нанесении грунтовки на отвердитель, Форд заполняет ванны краской на водной основе и открывает технику электроосаждения, которая была скопирована во Франции производителями Пежо в 1964 году. Но этот процесс не дает достаточной гарантии антикоррозийной защиты. Производители красок пятнадцать лет работали над созданием продуктов, которые можно наносить на деталь, являющуюся катодом. Так создается катафорез, процесс которого настолько надежен, что позволяет производителям автомобилей предоставлять антикоррозийные гарантии, что раньше было немыслимо.
Производителикрасокпятнадцатьлетработалинадсозданиемпродуктов, которыеможнонаноситьнакатод. Так создается катафорез, процесс которого настолько надежен, что позволяет производителям автомобилей предоставлять антикоррозийные гарантии, что раньше было немыслимо.
Экологическиеограничения: источникиинноваций.
Ограничения: буква вкитайском языке, обозначающая слово«кризис»имеетдвойноезначениеитакжеозначает опасность и возможности.
Закон «О чистом воздухе», принятый в 80-х годах, привел к сильным изменениям, за которыми последуют другие.
Основные производители автомобилей ожидают будущих ограничений на законодательном уровне. Пример: завод Volvoв конце 80-х годов.
Они расскажут о заводах, не загрязняющих окружающую среду, своим клиентам и опробуют всевозможные методы того времени:
A –сокращение летучих органических соединений и примесей в краске
B –Улавливание примесей у источника эффективным способом
C –Уничтожение и удаление отходов различными средствами дожига
ПРОМЫШЛЕННАЯРОБОТОТЕХНИКА:
АВТОМОБИЛЬНАЯ ПРОМЫШЛЕННОСТЬ
История :
1930: Рождение автомобильной промышленности
1960: Электростатическое напыление и автоматизация
1980: внедрениероторныхраспылителей
1990: окрасочныйманипуляториводнаякраска
2000 – Времяробототехники
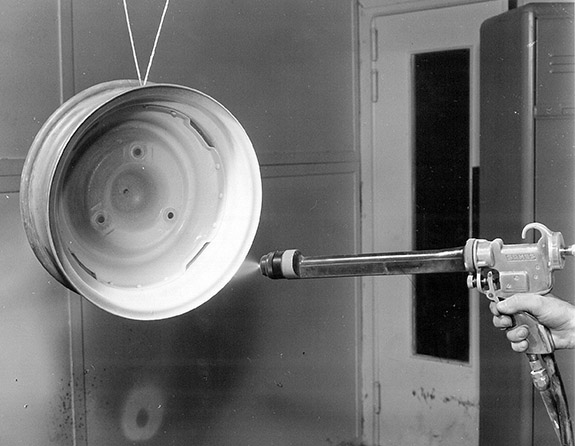
1930: Рождениеавтомобильнойпромышленности: 100% ручнаяокраска

Пневматическийпистолет
Хорошеекачествоокраски
Но :
-
Тяжелая работа
-
Неоднородные результаты
-
Проблемы со здоровьем
-
Низкая скорость перемещения
1960: Электростатическое напыление и автоматизация
-
Создание первых электростатических пистолетов
-
Скорость перемещения > 60%
Ручнойэлектростатическийокрасочныйпистолет
Линейныйодноосевойманипуляторсподъемнымдвижением
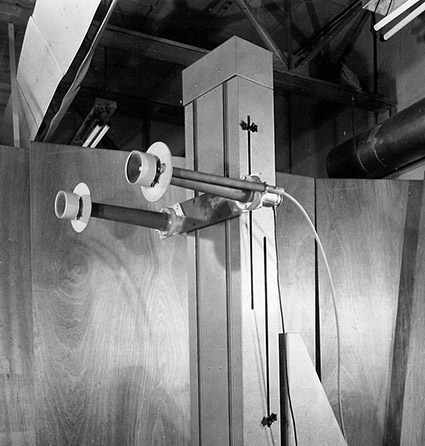
1980: внедрениероторныхраспылителей

-
Зафиксированные роторные распылители
-
Автомобильпроходитчерезоблакокраски
-
Высококачественноепокрытие
-
Повторяющийсяпроцесс
-
Коэффициентперемещениядостигает70%
1990: окрасочныйманипуляториводнаякраска

-
Многоосныеманипуляторы(3-5 осей)
-
9 электростатическихроторов
-
Легкоадаптируетсякширокомуспектрутранспортныхсредств
-
Использованиеводнойкраскидлясокращениялетучихорганическихсоединений
-
Коэффициентперемещения≈ 80%.
2000 – Времяробототехники

- Роботысшестьюстепенямиподвижности.
- Четыре ротора вместо девяти
- Коэффициентперемещения> 80%.
- Сложныедетали(окраскавнешнейивнутреннейчастей)